

ПАРАМЕТРЫ РЕЖИМА ДУГОВОЙ СВАРКИ
И ИХ ВЛИЯНИЕ НА ФОРМУ ВАННЫ И РАЗМЕРЫ ШВОВ
К основным параметрам дуговой сварки относятся сила тока дуги Iдуги, напряжение дуги Uдуги и скорость сварки vсв. Полная мощность сварочной дуги Q определяется по формуле:
Тепловложение на единицу длины шва определяется погонной энергией (qoηи/Vсв) и условиями сварки оказывающими влияние на ηи. Величина ηи в зависимости от условий сварки может меняться от 0,3 до 0,95.
Сила тока дуги в наибольшей степени определяет тепловую мощность. При постоянном диаметре электрода с увеличением силы тока дуги возрастает концентрация тепловой энергии в пятне нагрева, повышается температура плазмы столба дуги, стабилизируется положение активных пятен на электроде и изделии. С увеличением силы тока дуги возрастает длина сварочной ванны, ее ширина и глубина проплавления. Особенно интенсивно растет глубина проплавления. Это обусловлено не только увеличением тепловой мощности и сосредоточенности энергии в пятне нагрева, но и значительным повышением давления дуги на ванну, которое пропорционально квадрату силы сварочного тока. В определенных пределах изменения силы тока глубина проплавления ванны приближенно может быть оценена зависимостью, близкой к линейной:
H = k·Iдуги
где k - коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги и др.
С увеличением напряжения дуги также возрастает тепловая мощность дуги, а следовательно, и размеры сварочной ванны. Особенно интенсивно возрастают ширина и длина ванны. Ширина ванны связана с напряжением практически прямой зависимостью
E = k·Iдуги·Uдуги / vсв·s
где s - толщина свариваемого металла.
При постоянной силе сварочного тока повышение напряжения дуги незначительно сказывается на глубине проплавления ванны. По-видимому, это обусловлено некоторым снижением эффективного к. п. д. дуги и большими возможностями для блуждания активного пятна по поверхности сварочной ванны.
 |
| Рис. 1. Схема сварки погруженной дугой. |
Путем медленного уменьшения длины дуги и, соответственно, напряжения дуги можно перейти к сварке погруженной дугой (Рис.1).
При постоянной погонной энергии повышение скорости сварки вызывает увеличение термического к. п. д. процесса, а это, в свою очередь, приводит к возрастанию глубины проплавления и уменьшению ширины шва. Изменение скорости сварки при постоянной тепловой мощности дуги заметно сказывается на размерах сварочной ванны и шва. Это можно видеть из уравнений для определения ширины е и длины L сварочной ванны:
L = k (Uдуги Iдуги)2 / (vсв s2).
При постоянной силе сварочного тока диаметр электрода определяет плотность энергии в пятне нагрева и подвижность дуги. В связи с этим при увеличении диаметра электрода уменьшается давление дуги на расплав, снижается глубина проплавления ванны и возрастает ее ширина.
Дополнительные параметры связаны с условиями ведения процесса сварки и особенностями горения дуги. Так, при одной и той же погонной энергии можно изменять диаметр электрода, род тока и полярность, использовать колебания электрода и др. Эти особенности процесса также сказываются на формировании ванны и конечных размерах швов.
В зависимости от рода тока и полярности на изделии выделяется различное количество теплоты. Если теплоту, выделяющуюся на аноде Wa и катоде Wк приближенно оценивать по эффективному падению напряжений, то получим зависимости
Wа = Uа + (φ + 2kT),
Wк = Uк - (φ + 2kТ),
где U3 и UK - анодное и катодное падение напряжений; φ, kT - потенциальная и кинетическая энергия электронов.
 |
| Рис. 2 Характер горения дуги и форма сварочной ванны: а - на прямой полярности; б - на обратной полярности |
При выборе рода тока необходимо учитывать влияние магнитного поля дуги на ее отклонение (магнитное дутье). Наличие вблизи дуги ферромагнитных масс или посторонних магнитных полей усиливает это явление. Формирование сварочной ванны и шва при действии магнитного поля меняется. Наблюдается вытеснение расплавленного металла из сварочной ванны, снижение глубины проплавления и т. п.
Меры борьбы с отклонением дуги собственным магнитным полем заключаются в правильном токоподводе, устранении ферромагнитных масс вблизи дуги, ориентировании угла наклона электрода по направлению отклонения столба дуги. Полное устранение магнитного дутья достигается при питании дуги переменным током.
Изменяя угол наклона электрода в плоскости продольной оси шва, можно существенно влиять на размеры сварочной ванны и шва (рис. 3). При а < 90° сварку выполняют углом вперед. Давление дуги вытесняет расплавленный металл в головную часть ванны. При этом глубина проплавления основного металла снижается. При а > 90° сварку выполняют углом назад. Давление дуги способствует интенсивному вытеснению расплавленного металла из головной части ванны в хвостовую. Глубина проплавления возрастает.
 |
| Рис. З. Влияние угла наклона электрода α на формирование сварочной ванны и шва при сварке: а - вертикальным электродом; б - углом вперед; в - углом назад. |
Аналогичные результаты могут быть получены отклонением столба дуги магнитным полем при вертикальном расположении электрода (рис. 4.).
 |
| Рис. 4. Отклонение дуги магнитным полем при сварке: а - углом вперед; б - углом назад; И - направление магнитного потока; α - угол наклона дуги |
При поперечных колебаниях электрода возрастает ширина шва и снижается глубина проплавления. Изменяются условия кристаллизации и тепловой цикл в зоне термического влияния. Колебания электрода в процессе сварки обычно осуществляются с частотой 10-60 Гц и амплитудой 2-4 мм. Для этих целей используют различные по конструкции и принципу действия устройства.
На практике часто используют сварку двумя одновременно горящими дугами с общим и раздельным плавильным пространством; расщепленным электродом (двумя или более) и, особенно, сварку трехфазной дугой (рис. 5.). Изменяя характер воздействия дуги, можно при той же мощности добиваться существенного изменения глубины проплавления и ширины сварочной ванны. Так, например, сварка расщепленным электродом обеспечивает меньшую глубину проплавления при значительном увеличении ширины шва по сравнению с одноэлектродной сваркой.
 |
|
Рис. 5. Многодуговая сварка: |
При сварке стыковых соединений без разделки кромок и без зазора расплавленный металл электрода образует выпуклость шва. По мере увеличения толщины свариваемых элементов для полного их проплавления необходимо увеличение силы тока дуги. Одновременно с этим увеличивается и количество расплавляющегося электрода металла. В результате образуются швы с чрезмерно большой выпуклостью. Для получения швов с нормальной выпуклостью следует искать пути снижения скорости плавления электрода или прибегать к разделке кромок, сварке с увеличенным фиксированным зазором и другим приемам.
При выполнении стыковых соединений с разделкой кромок, а также при сварке угловых швов желательно увеличивать скорость плавления электрода, поскольку в этих случаях производительность процесса в, значительной мере определяется количеством электродного металла, расплавляющегося в единицу времени, необходимого для заполнения разделки или формирования угловых швов с заданным катетом.
На практике в качестве характеристики используют среднюю скорость плавления электрода, определяющуюся количеством расплавленного металла:
где: αр - коэффициент расплавления электрода, г/(А. ч); Iд - сила тока дуги, А.
Количество наплавленного металла или средняя скорость наплавки
где: αн - коэффициент наплавки, г/(А. ч).
Коэффициенты расплавления электрода и наплавки зависят от способа сварки и плотности тока на электроде. Для небольших плотностей тока при ручной дуговой сварке сталей их значение не превышает 7-10 г/(А. ч). С увеличением плотности тока значение коэффициентов возрастает до 17 г/(А. ч) и более. Разница коэффициентов αр и αн определяется потерями электродного металла на разбрызгивание, испарение и т. п.:
где: Ψ - коэффициент потерь, %
Для различных способов дуговой сварки потери составляют 1-15 %. С увеличением сварочного тока потери на разбрызгивание во многих случаях возрастают.
На формирование сварочной ванны и шва влияет характер переноса электродного металла при его плавлении. Перенос расплавленного металла с электрода в сварочную ванну осуществляется под действием электродинамических сил и газовых потоков, образующихся в столбе дуги.
При сварке неплавящимся электродом отсутствует перенос расплавленного металла через дуговой промежуток. Это в значительной мере облегчает условия горения дуги и обусловливает более высокую ее стабильность. Присадочный металл по мере необходимости подается в головную часть сварочной ванны. В отличие от сварки плавящимся электродом скорость плавления присадочного металла не связана жесткой зависимостью со сварочным током. Количество присадочного металла, подаваемого в ванну, выбирают из условия обеспечения требуемой доли участия присадочного металла в образовании шва. При сварке стыковых соединений без разделки кромок присадочный металл необходим в основном для создания выпуклости шва.
Переход присадочного металла в сварочную ванну, минуя дуговой промежуток, исключает его разбрызгивание. Сокращаются потери на испарение и ограничивается взаимодействие расплавленного металла с газовой фазой столба дуги.
При сварке неплавящимся электродом создаются благоприятные условия для защиты ванны и формирования шва. Стойкость вольфрамового электрода в первую очередь определяется плотностью тока. Большое влияние оказывают род тока и полярность при постоянном его значении. На рис. 6а приведены зависимости стойкости вольфрамового электрода от условий горения дуги. Особенно мала стойкость вольфрамового электрода при сварке на постоянном токе обратной полярности. Это связано с двумя причинами. Во-первых, на аноде выделяется большее количество теплоты, чем на катоде. Во-вторых, боковой нагрев электрода затрудняет отвод теплоты с его торца. В связи с этим сварку вольфрамовым электродом обычно ведут или на переменном токе, или на постоянном токе прямой полярности.
 |
| Рис. 6. Допустимые значения постоянного (прямой и обратной полярности) и переменного тока в зависимости от диаметра вольфрамового (ВЧ) электрода (а) и марки вольфрамового электрода (б); ВЧ - вольфрам чистый |
Для повышения стойкости электродов в вольфрамовые стержни при их производстве вводят добавку оксидов тория, лантана и иттрия в количестве 1-3 % (рис. 6, б), например, электроды ЭВТ-15 (торированные), ЭВЛ-10 (лантанированные) и ЭВИ-30 (иттриевые).
При введении оксидов снижается работа выхода электронов. Это позволяет эмитировать большие потоки электронов при меньшем разогреве катода.
При дуговой сварке применяют два способа газовой защиты: струйную местную и общую в камерах.
Струйная защита относится к наиболее распространенному способу местной защиты при сварке. Качество струйной защиты зависит от конструкции и размеров сопла, расхода защитного газа и расстояния от среза сопла до поверхности свариваемого материала. Характер истечения защитного газа из сопла горелки показан на рис. 7. Только в потенциальном ядре скорость истечения защитного газа и его состав остаются постоянными и равными их значениям на срезе сопла:
W = W0 и С = С0
где W0 и С0 - скорость и состав защитного газа на срезе сопла.
 |
 |
|
|
Рис. 7. Схема истечения защитного газа из сопла горелки: |
Рис. 8. Конструктивные схемы сопл: |
Защитные свойства струи могут быть оценены длиной начального участка Н. Чем больше этот участок, тем легче осуществлять защиту металла при сварке. Максимальная длина начального участка наблюдается при ламинарном истечении газа. К этому и следует стремиться при выборе конфигурации сопла, его размеров и расхода защитного газа.
Наиболее полно оценить защитные свойства струи можно по диаметру защитного пятна d3 на поверхности свариваемых элементов. Размеры пятна зависят не только от характера истечения струи. Большое влияние оказывает диаметр сопла dc и расстояние от среза сопла h до свариваемой поверхности.
На практике применяют три вида сопл: конические, цилиндрические и профилированные (рис. 8). Лучшая защита обеспечивается при применении профилированных сопел.
Расход защитного газа выбирают оптимальным для обеспечения истечения струи, близкого к ламинарному. Для улучшения струйной защиты на входе в сопло устанавливают мелкие металлические сетки, пористые материалы и т. п. Перспективно применение сопла, обеспечивающего кольцевую защиту (разработанного в МАТИ).
 |
|
Рис. 9. Схема аргонодуговой сварки с местной камерой: |
Общая защита в герметичных камерах обеспечивает наиболее высокую степень защиты металла в процессе сварки. Это необходимо при сварке особо активных металлов и сплавов (например, титана, циркония, молибдена, тантала, ниобия и сплавов на их основе).
Сварку в камерах чаще всего выполняют неплавящимся электродом вручную или автоматически, реже автоматически плавящимся электродом. Для заполнения камер в большинстве случаев используют аргон и гелий высокой частоты. В камере поддерживается небольшое (0,005-0,01 МПа) избыточное давление газов.
В настоящее время ведутся работы по сварке в камерах при повышенном давлении. Применение высокого давления позволяет сжимать дугу и увеличивать концентрацию энергии в пятне нагрева. Сокращается выделение газов из расплавленного металла. Это предупреждает возникновение пористости при сварке металлов, содержащих повышенное количество растворенных газов.
Сварка вольфрамовым электродом. Высокая стойкость электрода наблюдается только при использовании защитных газов, не взаимодействующих с вольфрамом. Основной защитный газ при этом способе - аргон. Горение дуги в гелии происходит при более высоком напряжении (в 1,4-1,7 раза выше, чем в аргоне). Это требует применения для питания дуги специализированных источников с повышенным напряжением холостого хода. Гелий используют как добавку к аргону. Применение аргоногелиевых смесей целесообразно в тех случаях, когда требуется повысить проплавляющую способность дуги без увеличения сварочного тока. Наряду с инертными газами для сварки вольфрамовым электродом используют и некоторые активные газы, например, водород и азот или их смеси с аргоном.
Способы сварки свободногорящей дугой в непрерывном режиме в настоящее время имеют наибольшее применение. Процесс ведут с местной и общей защитой вручную или автоматически, одной дугой или трехфазной.
Ручную дуговую сварку вольфрамовым электродом при непрерывном режиме горения дуги применяют главным образом для соединения металла относительно небольшой толщины (1-5 мм) при небольшой протяженности швов, расположенных в труднодоступных местах. Иногда этот процесс используют при многослойной сварке изделий с большим сечением.
Конструкции, имеющие протяженные швы при толщине соединяемых элементов 1-5 мм, изготовляют автоматической сваркой неплавящимся вольфрамовым электродом с автоматической подачей присадочного металла в зону дуги.
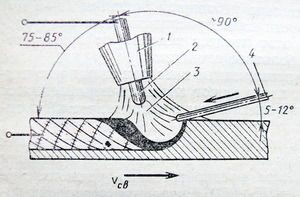 |
| Рис. 10. Схема сварки вольфрамовым электродом: 1 - Сопло горелки; 2 - вольфрамовый электрод; 3 - дуга; 4 - присадочный металл |
Основной недостаток способов сварки свободногорящей дугой - их невысокая производительность. Применение высокоамперных дуг (иттриевый вольфрамовый электрод) в значительной мере устраняет этот недостаток. Наибольшая производительность процесса наблюдается с применением трехфазной дуги. Параметры режима и тип источника питания выбирают в соответствии со способами сварки.
Состав и расход,плазмообразующего газа выбирают исходя из свойств электрода, марки свариваемого металла и требований к устойчивости дуги.
Для сварки тонколистового металла широкое применение находит автоматическая сварка вольфрамовым электродом свободно-горящей и сжатой дугой в импульсном режиме. При этом способе сварки между электродом и свариваемым изделием возбуждается маломощная дежурная дуга, поддерживающая дуговой промежуток в ионизированном состоянии. Импульсное введение теплоты позволяет точно регулировать тепловложение и сваривать металл толщиной от десятых долей миллиметра. При соответствующем выборе длительности импульса и паузы, а также перекрытия точек можно влиять на кристаллическую структуру металла швов и их свойства.
При импульсной сварке проявляется нестационарность теплового режима, обусловленного наличием паузы. Вследствие этого проплавляющая способность дуги зависит от толщины свариваемых кромок. При сварке небольших толщин (s = 0,2ч-1,5 мм для сталей) проплавляющая способность импульсной дуги выше, чем непрерывной дуги. С увеличением толщины свариваемых элементов это свойство дуги проявляется в меньшей степени (s=2 мм). При дальнейшем увеличении толщины свариваемых кромок проплавляющая способность импульсной дуги становится меньше, чем у непрерывной.
При достигнутом уровне развития оборудования и технологии импульсная сварка целесообразна только для соединения тонкостенных элементов конструкций. Предельная толщина зависит от свойств свариваемого металла. Основное преимущество импульсной сварки - более широкие возможности регулирования проплавляющей способности дуги. Это достигается за счет не только новых дополнительных параметров процесса, но также изменения формы импульса тока.
Сварка плавящимся электродом. Механизированную и автоматическую сварку выполняют в основном при непрерывном горении дуги. При импульсном горении появляется дополнительная возможность управления процессом плавления и переноса электродного металла. В этом случае используют тот же принцип питания дуги, что и при сварке вольфрамовым электродом. От источника небольшой мощности питается дежурная дуга, формирующая каплю на электроде, которая сбрасывается в момент подачи импульса тока большой величины.
При сварке плавяшимся электродом используют инертные и активные газы: в основном аргон, углекислый газ и их смеси.
Способ сварки с защитой инертными газами получил широкое применение для сварки сталей, алюминия, титана, их сплавов и других металлов. При сварке сталей в основном используют аргон с добавками углекислого газа или кислорода (1-5 %). Введение активных газов стабилизирует горение дуги, снижает разбрызгивание. Наряду с этим окислительная среда повышает стойкость швов к водородной пористости.
При сварке в атмосфере угекислого газа происходит окисление металла и потеря легирующих элементов. Для компенсации этих потерь сварку ведут специальной проволокой. Защитное действие углекислого газа сводится к изоляции реакционной зоны дуги от взаимодействия с воздухом и в конечном счете рассчитано на защиту металла ванны от проникания азота. Степень защиты и раскисления металла при сварке в углекислом газе может быть повышена применением порошковой проволоки и магнитного флюса.
Широкое распространение получили способы механизированной и автоматической дуговой сварки в углекислом газе плавящимся электродом (диаметром 0,8-2 мм) углеродистых и низколегированных сталей толщиной более 3 мм. Некоторое применение сварка в углекислом газе имеет при изготовлении конструкций из высоколегированных сталей.
Основные преимущества сварки в углекислом газе - его экономичность, недефицитность защитного газа и достаточно высокое качество металла швов. Механизированная сварка в углекислом газе как более производительный способ успешно конкурирует с ручной дуговой сваркой покрытыми электродами.
При сварке в углекислом газе даже на высоких плотностях тока трудно добиться струйного переноса металла. Аномальный характер переноса, по-видимому, связан с сильным сжатием дуги и снижением размера пятна нагрева. Это следует учитывать при выборе режима сварки и источников питания дуги.
Наряду с С02 возможно использование смесей газов С02 + + Аг; С02 + 02 и др.
Защитные газы, применяемые при сварке различных металлов и сплавов.
Основными защитными газами, применяемыми для дуговой сварки, являются: 1. аргон; 2. двуокись углерода;
3. гелий;
а также используют следующие смешанные газы в разных пропорциях аргон-гелий (Ar-He);
двуокись углерода-гелий-аргон (CO2+He+Ar);
аргон-кислород (Ar+O2);
аргон-двуокись углерода (Ar+CO2);
двуокись углерода-кислород-аргон (CO2+O2+Ar);
двуокись углерода-азот-аргон (CO2+N2+Ar).
Аргон применяется для сварки нержавеющих сталей, цветных металлов (алюминий, медь), химически активных металлов (цирконий, титан). Он обеспечивает прекрасную свариваемость и глубину проплавления этих металлов.
Для сварки черных металлов аргон обычно используются в смеси с другими газами - кислородом, гелием, двуокисью углерода. Низкий потенциал ионизации аргона помогает получить превосходный профиль сварочного шва и стабильные показатели сварки.